Welcome
The vacuum-explosion welded transition joint called Triplate® is a high quality material for welding aluminium to steel.
SMT (Shockwave Metalworking Technologies b.v.), the producer of Triplate® , is specialized in the manufacture of this ‘high tech’ transition joint.
SMT is approved as a manufacturer of aluminium/steel joints by Lloyd's Register of Shipping, Det Norske Veritas, Germanischer Lloyd, Bureau Veritas, American Bureau of Shipping and RINA.
Triplate® is most often used in shipbuilding, as a transition joint for welding an aluminium superstructure to a steel hull.
Product
Triplate® is a composition of three layers: steel, pure aluminium and sea water corrosion resistant aluminium.
These three layers are homogeneously bonded together in a vacuum environment, with the aid of explosives (explosion cladded, welded or plated).
| Base material: | Steel | - LRA Shipplate Gr.A | or St 52-3N |
|---|---|---|---|
| Intermediate layer: | Pure aluminium | - Al 99,5 | (Alloy 1050A) |
| Surface layer: | Corrosion resistant al. | - AlMg4,5Mn | (Alloy 5083) |
Triplate®
General
The vacuum-explosion welded transition joint, called Triplate® is a high quality material for welding aluminium to steel. Shockwave, the producer and supplier of Triplate® is specialized in the manufacture of this “high-tech” transition joint.
Approval of manufacturer:
Shockwave is approved as a manufacturer of Aluminium/Steel transition joints by Lloyd’s Register of Shipping and Det Norske Veritas.
Applications:
Triplate® is most often used as a transition joint in shipbuilding and offshore for welding an aluminium superstructure to a steel hull. In the offshore it’s quite common to weld aluminum living quarters to steel constructions by means of Triplate®.
Processing
Triplate® is easy to process and replaces the conventional nut-and-bolt connection, or rivet joints.
It is important that the temperature of TRIPLATE remains below the critical limit of 315°C during welding!
With reference to bending, use a standard minimum radius of 10 times the strip width or strip thickness
Comparison:
atmospheric or vacuum cladding
Although atmospheric cladding is an effective process there appear to be advantages if the explosive bonding process is carried out under vacuum. Besides the fact that a vacuum process is much more quiet, its greatest advantage is that it’s not necessary to remove any air between the plates during the explosion.
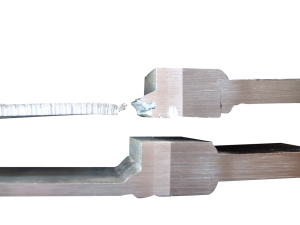
For this reason less violent explosives can be used for bonding. This produces a smoother wave bond between the aluminium and steel which is often barely visible. A turbulent wave motion can trap oxides resulting in 'holes' being visible in the bond zone. These are in fact, undesirable agglomerations of oxides as shown in the illustration. If this product is subjected to the hammer bend test it can be seen that the fractures initiate at these points. Vacuum clad products do not have this problem. The table below shows the comparative properties of atmospheric and vacuum clad products.
Summary of differences:
Open air cladding | Vacuum cladding |
|---|---|
Oxides with porosity Oxides initiate fractures Holes initiate corrosion Stress relief treatment due to cold working Variable weather conditions Harder to machine (sawing and bending | 100% dense Does not apply Does not apply Not necessary since cold working is very limited Does not apply since it is inside Easy sawing and forming due to high ductility |
Testing:
Triplate® meets the requirements of all the international standards, including the MIL-J-24445A, for Military applications.
Shear strength base material - interlayer: | > 55 N/mm2 |
Bend test base material in compression | acceptable |
Bend test base material in tension: | acceptable |
Bend test base material in tension: | acceptable |
Tensile strength (trough thickness): | > 75 N/mm2 |
Processing temperature: | max. 315° C |

Application
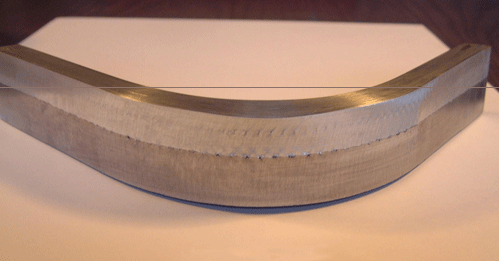
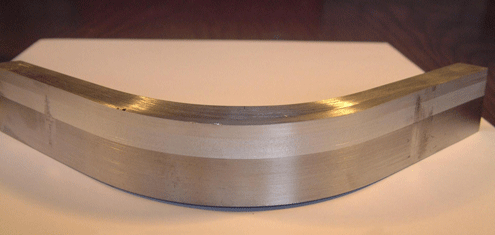
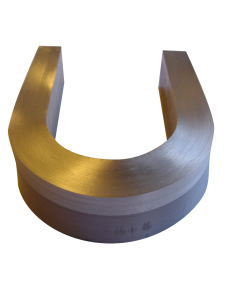
Triplate® can be produced in various strip widths. By means of water-jet cutting it’s also possible to produce special shapes to follow complex contours of superstructures. The pictures on the right show a typical piece produced by water-jet cutting. It is clear that the use of this technique will result in reduced manufacturing costs.

References
During the last few years SMT Metals has been very active in international markets and has been successful in supplyingTriplate® to a number of shipyards worldwide. For example, shipyards in Korea, the Netherlands, France, Philippines, Germany, Finland, South America and Norway; also the Fincantieri shipyard in Italy, where several kilometers of Triplate® strip have been used in the construction of famous cruise ships.
The largest passenger ship in the world, Queen Mary 2, recently completed by Chantier de l'Atlantique in Sainte Nazaire, with an enormous aluminium superstructure, used more than 3 kilometers of Triplate® strip plus some special Triplate® profiles produced by water-jet cutting.
Supplier
Transition joints have been mainly produced by the explosive weld-bonding process carried out in the open air in remote locations. This explosive process is in fact a cold pressure welding process, where investigations have shown that superior joint properties can be achieved if the process takes place under vacuum.
As this is very difficult to achieve in practice, at the present time only one manufacturer in the world has the capability to produce explosive clad products in a vacuum:
Shockwave Metalworking Technologies b.v. in Holland
Visit www.smt-holland.com for more information.
Contact
| SMT-Metals b.v. | Mailing address: |
| Scherpenbergsebaan 49 4721 ST Schijf The Netherlands | P.O. Box 50 4715 ZH Rucphen The Netherlands |
Phone: (+31) 165 343 451 Email: info@triplate.com |